Die Fehlermöglichkeits- und -einflussanalyse (FMEA) stellt eine Methode zur Risikoanalyse für die Untersuchung von möglichen Fehlerarten sowie deren Ursachen und Folgen bezogen auf eine bestimmte Einheit dar. Die FMEA hat die dauerhafte Beseitigung von Fehlern durch Erkennung potentieller Fehlerursachen und Einführung geeigneter Maßnahmen zu deren Vermeidung zum Ziel. Zudem sollen Wiederholfehler bei neuen Produkten und Prozessen durch die Nutzung der gewonnenen Erfahrungen mit einem prozessorientierten Ansatz der Methode vermieden werden.
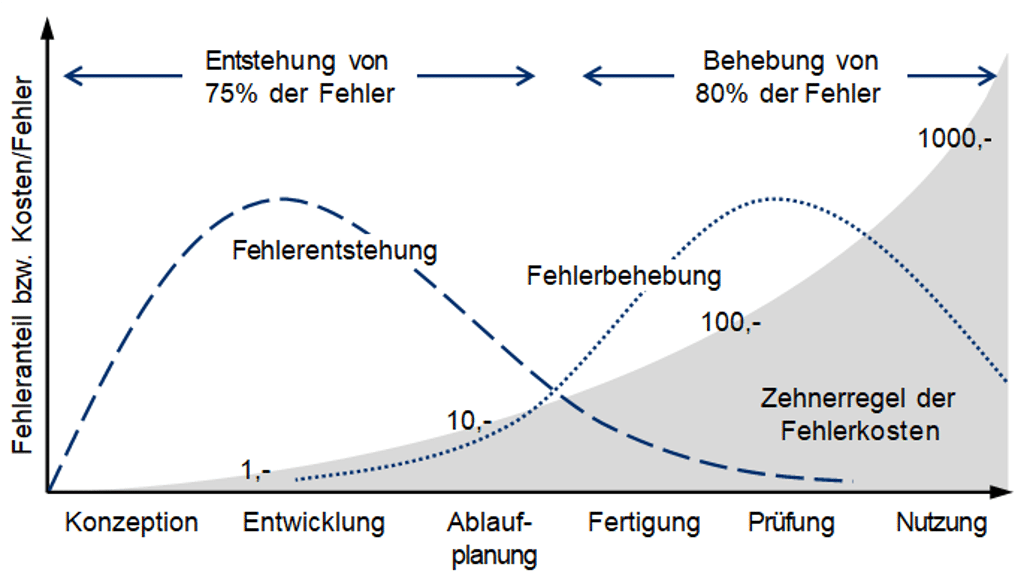
Die konsequente Vermeidung von Fehlern ist immer wirtschaftlicher als die nachträgliche Fehlerbehebung. Im Allgemeinen gilt: Je später ein Fehler entdeckt wird, desto kostenintensiver und schwieriger ist dessen Korrektur, was durch die sog. „Zehnerregel der Fehlerkosten“ untermauert wird. Sie besagt, dass für jede Phase im Produktentstehungsprozess, die ein Fehler später entdeckt und behoben wird, die Kosten zur Fehlerbeseitigung um eine Zehnerpotenz zunehmen.
FMEA AIAG und VDA
Bei den neuen FMEA Standard der beiden nationalen Verbände AIAG und VDA (Harmonisierung des Standards von AIAG und VDA) handelt es sich um einen Leitfaden der nicht verbindlich umzusetzen ist. Nichtsdestotrotz verweisen die OEM (Original Equipment Manufacturer) und grossen Automobilzulieferer in ihren kundenspezifischen Anforderungen darauf hin, dass dieser neue Standard für zukünftige Projekte angewendet werden muss.
Nachfolgende Abbildung veranschaulicht die Fehlerentstehung und -behebung im Produktlebenszyklus sowie die „Zehnerregel der Fehlerkosten“.

Nachfolgende Abbildung verdeutlicht die Kostenveränderung durch den Einsatz von FMEA. Durch die Erhöhung der Fehlervermeidungskosten können sowohl die Prüfkosten als auch die Fehlerkosten minimiert werden
FMEA Typen (Klassifizierung)
Ablauf einer FMEA
Der Ablauf einer FMEA gliedert sich in die folgenden sieben Schritte:
- Schritt: Planung und Vorbereitung
Besonders bei der Zusammenstellung des abteilungsübergreifenden FMEA-Teams ist darauf zu achten, dass, je nach Art des betrachteten Objekts, Experten aus den verschiedenen Fachabteilungen, wie z. B. Forschung und Entwicklung, Konstruktion und Produktion vertreten sind.
2. Schritt: Strukturanalyse
Zweck der Strukturanalyse ist die Identifizierung von und Aufgliederung des Untersuchungsgegenstandes in Systemkomponenten sowie die Untersuchung deren Zusammenwirken.
3. Schritt: Funktionsanalyse
Zweck der Funktionsanalyse ist die Kontrolle der korrekten Zuordnung der festgelegten Funktionen / Anforderungen des Produktes / Prozesses.
4. Schritt: Fehleranalyse
Zweck der Fehleranalyse ist die Identifizierung der Folgen der Fehler, Fehlerarten und Fehlerursachen sowie die Darstellung ihrer Beziehungen.
5. Schritt: Risikoanalyse
Zweck der Risikoanalyse ist die Risikobewertung unter Beachtung von Bedeutung, Auftreten und Entdeckung zur Priorisierung des Handlungsbedarfs.
6. Schritt: Optimierung
Zweck der Optimierung ist die Festlegung von Maßnahmen zur Risikoreduzierung und deren Bewertung auf Wirksamkeit.
7. Schritt: Dokumentation der FMEA-Ergebnisse
Zweck der Dokumentation ist das Zusammentragen und die Zusammenfassung der FMEA-Ergebnisse in einem Bericht.
Bewertung der Entdeckung (E)

Abbildungen: Schritt: Risikoanalyse – Bewertung der Entdeckung (E) – Prozess-FMEA
Aufgaben-Prioritäten werden in 3 Stufen eingeteilt
Die Handlungs-Prioritäten (AP) sind ein Bewertungssystem, das in der harmonisierten FMEA VDA/AIAG eingeführt wurde, um Verbesserungsmaßnahmen besser zu priorisieren und das Risikomanagement effektiver zu gestalten. Die AP ersetzt den RPN, der in früheren FMEA-Versionen verwendet wurde, und basiert auf drei Kriterien: Auftreten (O), Bedeutung (S) und Erkennung (D).
Priorität Hoch (H)
AP-A (Hohe Priorität): Maßnahmen sind erforderlich, um die Fehlerursachen zu reduzieren oder deren Auswirkungen zu minimieren. Dies betrifft in der Regel Fehler mit hohem Risiko, die schwerwiegende Auswirkungen auf die Qualität, Sicherheit oder Zuverlässigkeit haben und/oder bei denen es schwierig ist, sie zu erkennen oder zu verhindern.
Priorität Mittel (M)
AP-B (Mittlere Priorität): Maßnahmen sollten geprüft und umgesetzt werden, um das Risiko zu reduzieren. Dies betrifft Fehler, die zwar nicht die höchste Priorität haben, aber dennoch eine Verbesserung der Prozesse oder Produkte erfordern.
Priorität Niedrig (N)
AP-C (Niedrige Priorität): Maßnahmen sind optional oder können auf Basis der Ressourcenverfügbarkeit und der Kosten-Nutzen-Analyse entschieden werden. Dies betrifft Fehler, die ein geringes Risiko darstellen und bei denen die vorhandenen Prozesse und Kontrollen ausreichen, um sie zu bewältigen.
Die Handlungs-Prioritäten helfen Unternehmen, ihre Ressourcen effizienter zu nutzen, indem sie die Aufmerksamkeit auf die kritischsten Fehler und Risiken lenken und so eine bessere Entscheidungsgrundlage für die Umsetzung von Verbesserungsmaßnahmen bieten.

Es wird unabhängig von der Einstufung der AP-Tabelle empfohlen, dass bei einer Bedeutung der Folgen eines Fehlers von neun oder zehn eine Begutachtung einschließlich Maßnahmen durch das Management erfolgt.
